Adhesive Workholding Allows Turbine Blades To Be Ground In One Hit
Technique offers the possibility of automated production
 A new method for securing a turbine blade prior to machining by gluing one side of its aerofoil to a fixture, rather than using mechanical clamping, allows the root and tip to be ground in one operation. Traditionally, due to clamp interference, at least two operations are required on conventional CNC grinders to machine the fir-tree and wedge face on the root as well as the shroud end features at the tip.
A new method for securing a turbine blade prior to machining by gluing one side of its aerofoil to a fixture, rather than using mechanical clamping, allows the root and tip to be ground in one operation. Traditionally, due to clamp interference, at least two operations are required on conventional CNC grinders to machine the fir-tree and wedge face on the root as well as the shroud end features at the tip.
The one-hit manufacturing process is not only faster, but also eliminates work-in-progress and the risk of introducing inaccuracy due to repeated refixturing. The technique is being developed in the UK by NCMT, which sells Makino’s VIPER grinding platforms across Europe. Since May 2015, the company has also been European agent for the patented Blue Photon photo-activated adhesive workholding system from the USA.
Developed at The Pennsylvania State University to fixture delicate and complex parts of any shape without distortion for tight-tolerance machining and inspection, it involves applying spots of adhesive between 0.5 mm and 3.0 mm thick that are cured for 30 to 60 seconds by ultraviolet light via fibre optic cables.
The machined work piece can be easily removed by rotating the gripper inserts to shear the adhesive joint and the residual adhesive removed with hot water or by application of another heat source, which optimally should be between 60°C and 80°C.
 NCMT’s research department, which did much to develop VIPER grinding technology in collaboration with Rolls-Royce and grinding wheel manufacturer, Tyrolit, has exploited Blue Photon’s versatility by designing a novel turbine blade fixture. It incorporates four gripper inserts that, once adhesive has been applied and cured, hold the blade securely by one side of the aerofoil. The fixture is mounted on the table of a Makino iGrinder using a zero-point clamping system to ensure a high degree of repeatability.
NCMT’s research department, which did much to develop VIPER grinding technology in collaboration with Rolls-Royce and grinding wheel manufacturer, Tyrolit, has exploited Blue Photon’s versatility by designing a novel turbine blade fixture. It incorporates four gripper inserts that, once adhesive has been applied and cured, hold the blade securely by one side of the aerofoil. The fixture is mounted on the table of a Makino iGrinder using a zero-point clamping system to ensure a high degree of repeatability.
In tests, it was confirmed that the clamping force produced by the fixture could easily withstand the requirements for machining. The material removal rate actually exceeded that achievable when the blade was mechanically clamped, as the pressure had to be limited to avoid component distortion and loss of accuracy.
Use of the Blue Photon technique has grown rapidly in the aerospace industry in the USA. It affords excellent all-round access for machining on up to five sides and unlike magnetic clamping systems, it can be used to secure not only ferrous metals but also non-ferrous metallic parts as well as ceramics and composites.
The system is ideal, for example, for clamping gamma titanium aluminide, which is being used to produce low-pressure turbine blades for the latest generation of high-efficiency jet engines. Other advantages of the clamping process are absence of workpiece distortion, good damping properties to suppress chatter, reduced cost of fixtures for holding complex parts and elimination of locating lugs on castings.
Now that the viability of one-hit turbine blade grinding has been demonstrated, NCMT is turning its attention to automating blade load / unload, including adhesive curing and its subsequent removal, to allow high volume, unattended production for aero engine and land turbine component manufacture.
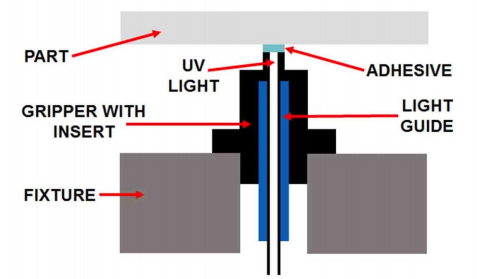
Schematic showing the Blue Photon adhesive principle of workholding.
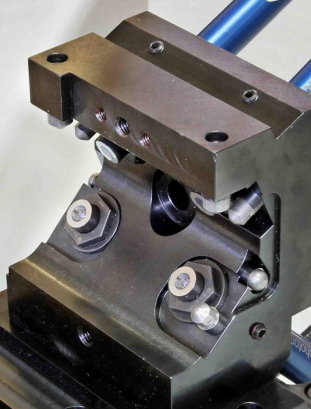
The fixture designed by NCMT for securing a turbine blade on one aerofoil surface using four adhesive grippers so that the root and shroud features can be VIPER-ground in a single cycle.
Close-up of the fixture with the test blade removed, showing the four grippers before application of Blue Photon adhesive. The UV light guides may be seen top and bottom right.
Schematic showing the Blue Photon adhesive principle of workholding.
This press release was sent on behalf of NCMT.co.uk by THE RIGHT IMAGE Ltd.