| 4 MINUTE READ
Fixturing Castings Made Simple Through Adhesive Workholding
When a casting proved too malleable for traditional gripping, Thomas/Euclid Industries adopted — and succeeded with — Blue Photon adhesive workholding.

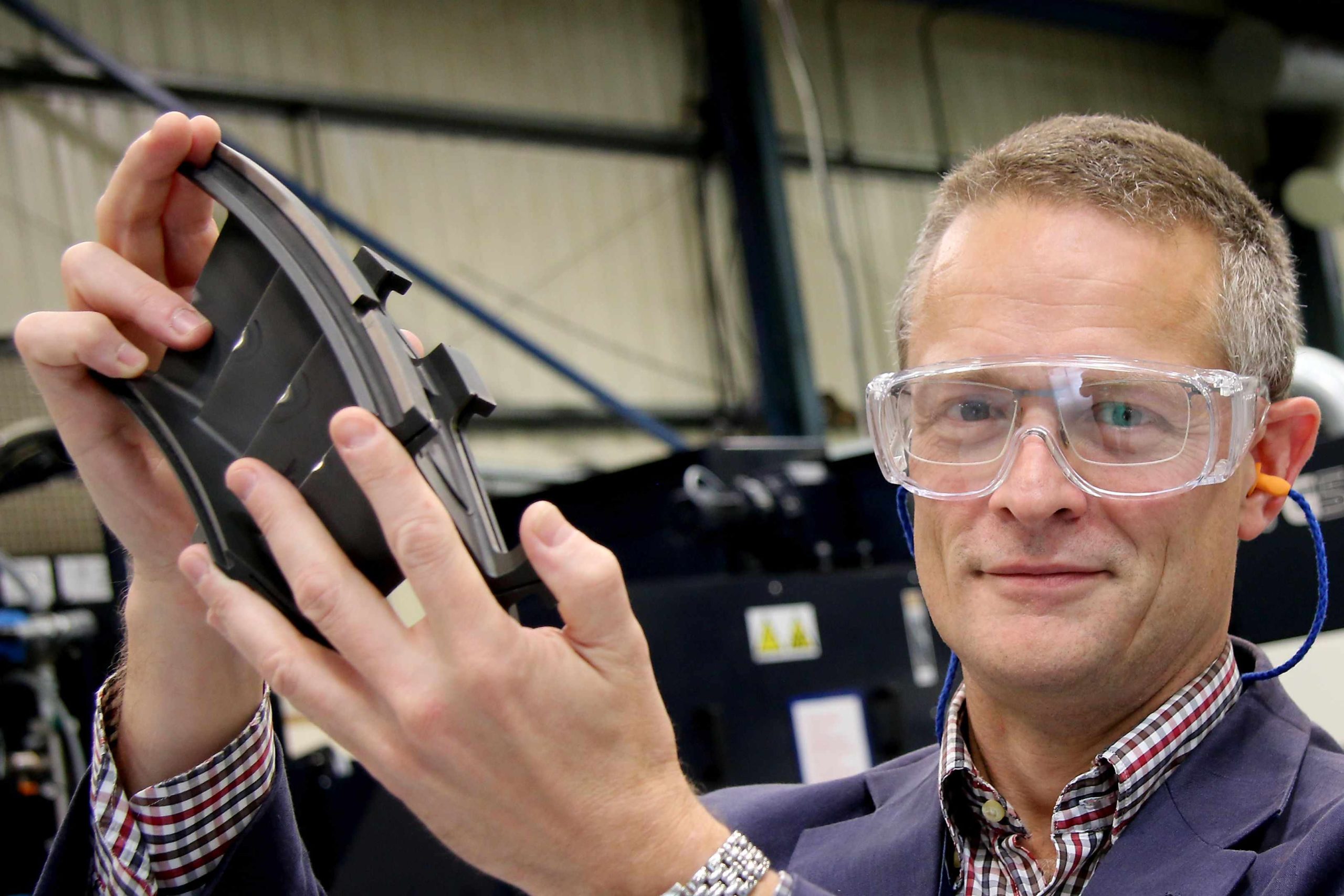
Soft material was not the EV strut housing’s only workholding challenge: The part barely fit the UMC 750’s travels. Potential fixtures needed to be low-profile enough to ensure the part continued to fit the machine. Images courtesy of Thomas/Euclid.
As metals go, aluminum is soft and quick to bend — factors which make it easy to work with for most machining applications but make workholding to tolerances of 0.0005 inch unfeasible with traditional grippers. The force required to perform workholding could send the part out of tolerance, requiring rework or scrap. For Thomas/Euclid Industries, this difficulty became the push it needed to experiment with alternative forms of workholding, utilizing Blue Photon’s adhesive grippers to perform contactless gripping on an EV strut housing made from an aluminum casting.
Maximizing Lights-on Profits
Thomas/Euclid is primarily an aerospace manufacturer — EV automotive parts are not the norm for the company. In this case, the job came about not long after the shop installed a Matsuura MX 330 five-axis machine. The new machine’s automation capacity enabled the shop to run many of the jobs previously on its five-axis Haas UMC 750 for longer periods, decreasing the time necessary to complete these jobs even as it left the UMC 750 idle. Ryan Merrill, chief operating officer at Thomas/Euclid, says the search for additional work to put on the shop’s UMC 750 led the company to a customer already committed to machining EV strut housings.




 Precision Grinding and Manufacturing uses an atypical means to fixture thin parts that are prone to flexing when conventional workholding clamps are used: adhesive cured by UV light. -By Derek Korn
Precision Grinding and Manufacturing uses an atypical means to fixture thin parts that are prone to flexing when conventional workholding clamps are used: adhesive cured by UV light. -By Derek Korn Let’s say you want to machine your initials on your favorite Hummel figurine or cut the likeness of the school mascot on your daughter’s Little League helmet. How are you going to grip them? A conventional way to grip fragile, difficult-to-hold workpieces is to encapsulate them in some sort of potting compound, a time-consuming and wasteful process.
Let’s say you want to machine your initials on your favorite Hummel figurine or cut the likeness of the school mascot on your daughter’s Little League helmet. How are you going to grip them? A conventional way to grip fragile, difficult-to-hold workpieces is to encapsulate them in some sort of potting compound, a time-consuming and wasteful process.
 A new method for securing a turbine blade prior to machining by gluing one side of its aerofoil to a fixture, rather than using mechanical clamping, allows the root and tip to be ground in one operation. Traditionally, due to clamp interference, at least two operations are required on conventional CNC grinders to machine the fir-tree and wedge face on the root as well as the shroud end features at the tip.
A new method for securing a turbine blade prior to machining by gluing one side of its aerofoil to a fixture, rather than using mechanical clamping, allows the root and tip to be ground in one operation. Traditionally, due to clamp interference, at least two operations are required on conventional CNC grinders to machine the fir-tree and wedge face on the root as well as the shroud end features at the tip.